I nostri impianti di movimentazione garantiscono un flusso sicuro e preciso di prodotti, come pillole, flaconi e dispositivi medici, lungo le linee di produzione, confezionamento e distribuzione. Questi sistemi rispettano rigorosi standard di igiene e sicurezza, riducendo il rischio di contaminazioni e garantendo l’integrità dei prodotti.
Settore
Farmaceutico
Tecnologie per ridurre i tempi di fermo nel rispetto delle normative del settore

Vantaggi
Automazione e efficienza nel settore farmaceutico
Richiedi preventivoMovimentazione sicura e precisa
La nostra produzione è progettata per ottimizzare il trasporto e il ribaltamento di fusti contenenti sostanze in polvere e il loro movimento su pallet tramite rulliere folli e motorizzate, fino alla fase di carico con carrelli elevatori.
Tecnologia su misura
Per soddisfare le esigenze di movimentazione, con un focus particolare sulla gestione igienica, fondamentale nella lavorazione di prodotti sfusi o liquidi, per prevenire la contaminazione.
Igiene e sicurezza
Tutti i nostri impianti sono realizzati in acciaio inox AISI 304 o 316, materiali resistenti alla corrosione che assicurano durabilità e facilità di pulizia. Utilizziamo inoltre nastri di trasporto in PVC conformi alle normative del settore, per le materie prime, oltre a nastri modulari per la movimentazione di bottiglie, scatole e fardelli.
Flessibilità
Possono essere adattati per trasportare diversi tipi di prodotti, come compresse, flaconi o blister, e facilmente integrati con altri sistemi di produzione o automazione.

Tra sicurezza e innovazione

Soluzioni tecnologiche
Soluzioni
Tecnologie per migliorare l'efficienza, ridurre i tempi di fermo e garantire un flusso produttivo continuo, nel rispetto delle normative del settore
Richiedi preventivo
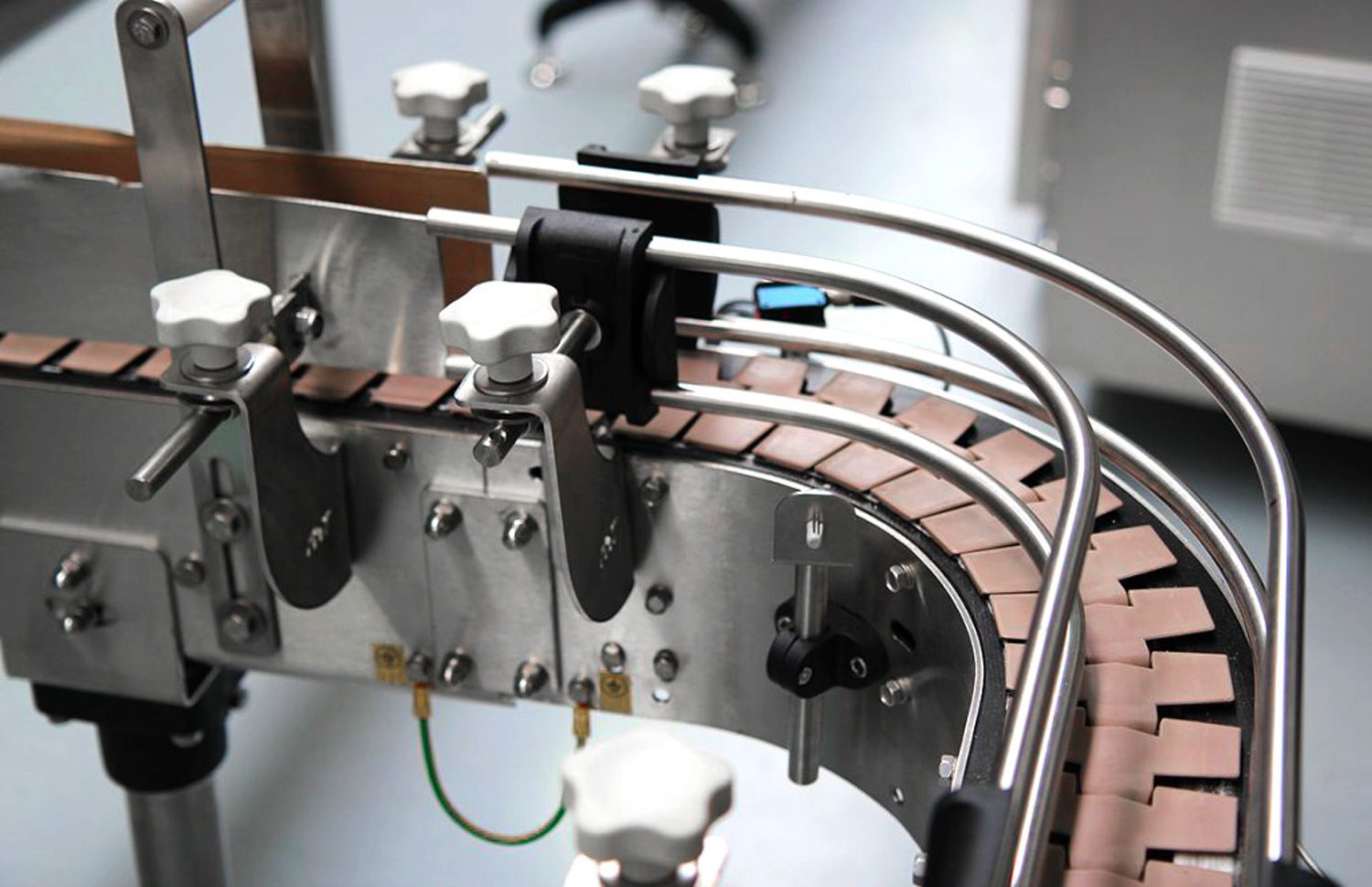
Linee integrate con rulliere, ribaltatori, trasportatori
Logiche di trasferimento automatizzate per tutte le fasi produttive, dalla movimentazione della materia prima e prodotti fino al confezionamento, stoccaggio e logistica finale.

Sistemi di trasporto in quota, con elevatori e spirali
Sistemi di trasporto in quota, con elevatori e spirali, per una gestione efficiente degli spazi e lo stoccaggio dei prodotti finiti.
Macchine custom ingegnerizzate
Logiche di trasferimento automatizzate per tutte le fasi produttive, dalla movimentazione della materia prima e prodotti fino al confezionamento, stoccaggio e logistica finale.
Altri settori di applicazione

Food & beverage
Linee realizzate per garantire resistenza alla corrosione e igiene, adattabili a ogni fase della lavorazione
Scopri di più

Avicolo alimentare
Linee per prodotti progettate per soddisfare le esigenze di movimentazione, igiene e flessibilità
Scopri di più
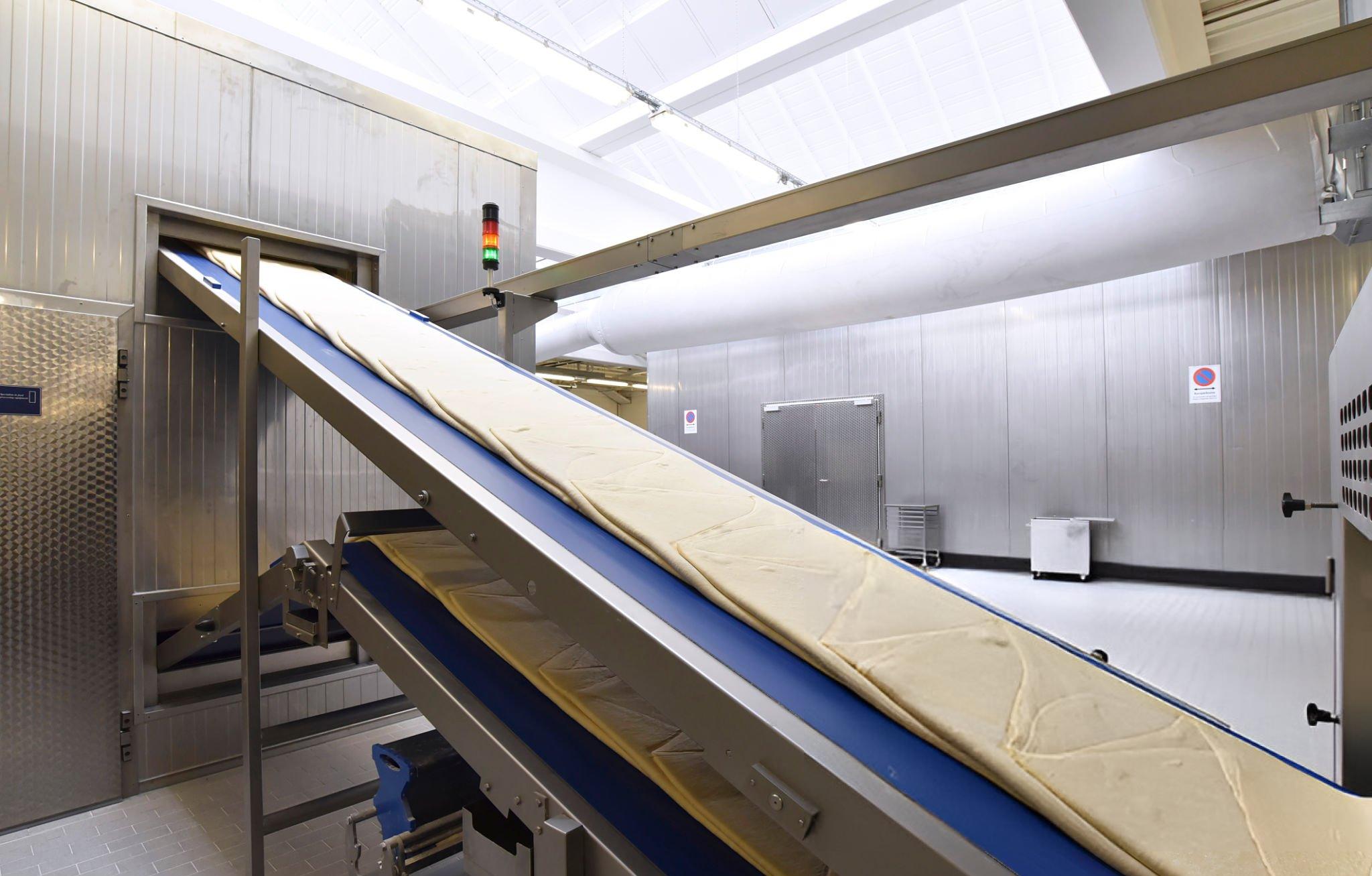
Bakery
Tecnologie su misura per soddisfare le esigenze di industrie del settore
Scopri di più
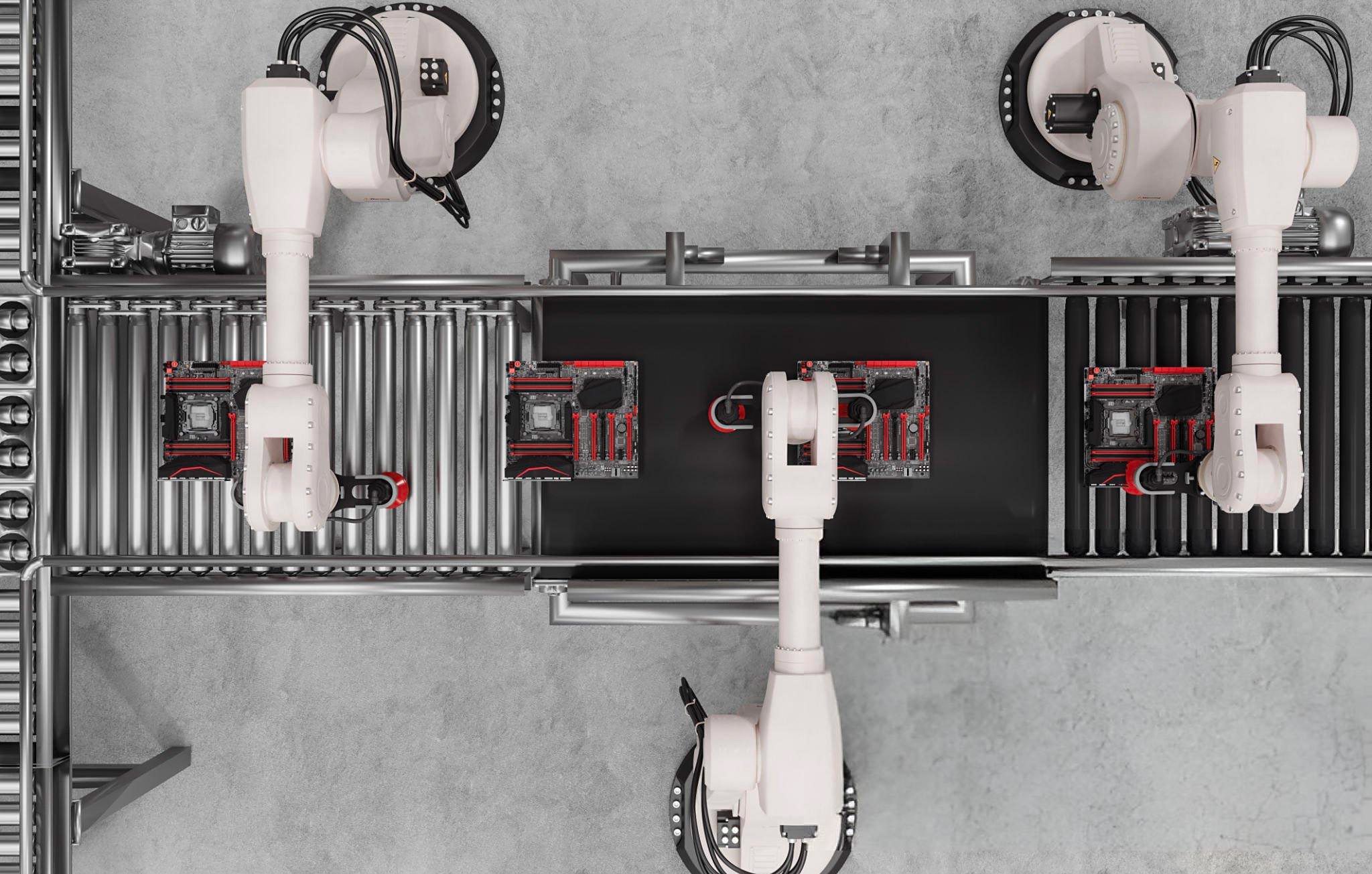
Industria meccanica
Soluzioni idonee a trasporto e automazione, modulari e flessibili
Scopri di più